Скачать презентацию
Идет загрузка презентации. Пожалуйста, подождите

1
Протягивание в авиастроении Компрессорные диски диски турбин

2
Диски компрессоров и турбин

3
Горизонтальный протяжной станок Hoffmann RAW 16*8500*320 8 управляемых СNC осей 8 управляемых СNC осей Скорость протягивания Скорость протягивания м/мин м/мин Скорость обратного хода 3 – 60 м/мин Скорость обратного хода 3 – 60 м/мин Кассетный магазин для автоматической замены протяжек Кассетный магазин для автоматической замены протяжек Уменьшение вспомогательного времени Уменьшение вспомогательного времени Повышение производительности обработки Повышение производительности обработки Внедрен в 2008г на ОАО «Пермский моторный завод»

4
Горизонтальный протяжной станок Hoffmann RAW 16*8500*320 Пути перемещения : Протяжные салазки X: 7500 мм Направление протягивания: справа налево Элеватор Y: +/- 100 мм Подающие салазки Z: 320 мм Делительный стол A: 360° Поворотный механизм для конусного угла В: 0°/ + 25° Люлька для наклонного угла С: +/-45°

5
Скорость перемещения: Скорость протягивания X: 1 – 40 м/мин Скорость протягивания X: 1 – 40 м/мин Скорость обратного хода Х: 3 – 60 м/мин Скорость обратного хода Х: 3 – 60 м/мин Элеватор Y: 1,5 м/мин Элеватор Y: 1,5 м/мин Подающие салазки Z: 6,0 м/мин Подающие салазки Z: 6,0 м/мин Делительный стол A Делительный стол A Поворотный механизм для конусного угла Поворотный механизм для конусного угла В: 1,60 м/мин Люлька для наклонного угла С: 1,80 м/мин Люлька для наклонного угла С: 1,80 м/мин Горизонтальный протяжной станок Hoffmann RAW 16*8500*320

6
Установка диска Устройство быстрого освобождения STARK Speedy 2000 состоит из делительного стола с натяжными болтами, основной плиты с соответствующими крепежными элементами для диска. Устройство помогает центрировать и прикреплять оба элемента с высокой точностью. Образец протягивается в оправке, которая соответствует геометрии диска. Благодаря этому можно точно определить и проверить положение паза.

7
Установка протяжек Исполнение машины Hoffmann с автоматической сменой кассет характеризуется 1 протяжным ручьем на протяжных салазках, которые имеют ширину только 320 мм. В соединении с безлюфтовыми направляющими качения это дает очень малые тепловые деформации. Также уменьшается динамическая масса при ускорениях, торможениях.

8
З Зона обработки Через измерение силы на столе изменение силы в течение прохода фиксируется. Это рассматривается в аспекте обратного влияния на износ протяжки и положения протяжки. Максимальное усилие протягивания для защиты протяжки определяется через силу тока.

9
Протягивание в авиастроении

11
Вертикальный протяжной станок Hoffmann RASMX 25 x 4000 x 900 Длина протяжки: Длина протяжки: 3250 мм Усилие протягивания: Усилие протягивания: 250 кН Длина хода: 4000 мм Длина хода: 4000 мм Ширина протяжных салазок: 800 мм Ширина протяжных салазок: 800 мм Общий вес, включая оснастку: кг Общий вес, включая оснастку: кг

12
Вертикальный протяжной станок Hoffmann RASMX 25 x 4000 x 900 Скорость протягивания: Скорость протягивания: 2 – 60 м/мин Скорость обратного хода макс.: 3 – 60 м/мин Скорость обратного хода макс.: 3 – 60 м/мин Макс. потребляемая мощность главного привода: 2 х 85 кВт Макс. потребляемая мощность главного привода: 2 х 85 кВт Общая потребляемая мощность прибл.: 265 кВт Общая потребляемая мощность прибл.: 265 кВт

13
Проработка технологии Варианты протяжки диска: 1. Электромеханический вертикальный протяжной станок для наружного протягивания RASMX 25*3750* Электромеханический горизонтальный протяжной станок для наружного протягивания RAWMX 25*7500* Электромеханический вертикальный протяжной станок для наружного протягивания RASMX 25*2750*400

14
Электромеханический вертикальный протяжной станок для наружного протягивания RASMX 25*3750*400

15
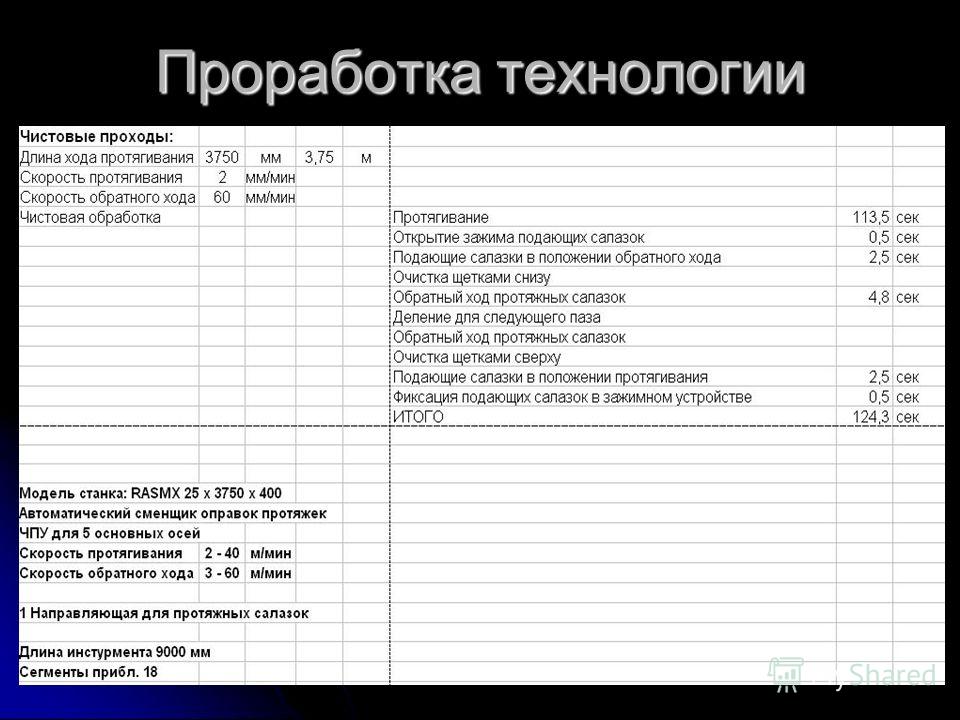
Проработка технологии

19
Время обработки из расчета на ход протягивания для компрессорного диска Общая длина протяжного инструмента: мм. Общая длина протяжного инструмента: мм. Кол-во оправок протяжек: 2 Кол-во оправок протяжек: 2 Черновая обработка 1 паза: Длина хода протягивания: 5500 мм Длина хода протягивания: 5500 мм Скорость протягивания: 6 м/мин Скорость протягивания: 6 м/мин Скорость обратного хода: 40 м/мин Скорость обратного хода: 40 м/мин Протягивание: 56,0 сек Протягивание: 56,0 сек Открепление подающих салазок: 0,5 сек Открепление подающих салазок: 0,5 сек Подающие салазки в положении обратного хода: 2,5 сек Подающие салазки в положении обратного хода: 2,5 сек Подача чистящих щеток снизу: 3,0 сек Подача чистящих щеток снизу: 3,0 сек Обратный ход протяжных салазок: 9,0 сек Обратный ход протяжных салазок: 9,0 сек Деление к следующему пазу во время обратного хода протяжных салазок Деление к следующему пазу во время обратного хода протяжных салазок Подача чистящих щеток сверху: 3,0 сек Подача чистящих щеток сверху: 3,0 сек Подающие салазки в положении протягивания: 2,5 сек Подающие салазки в положении протягивания: 2,5 сек Закрепление подающих салазок: 0,5 сек Закрепление подающих салазок: 0,5 сек Итого: 77,0 сек Итого: 77,0 сек

20
Проработка технологии Чистовая обработка 1 паза: Длина хода протягивания: 7500 мм Длина хода протягивания: 7500 мм Скорость протягивания: 2 м/мин Скорость протягивания: 2 м/мин Скорость обратного хода: 40 м/мин Скорость обратного хода: 40 м/мин Протягивание: 226,0 сек Протягивание: 226,0 сек Открепление подающих салазок: 0,5 сек Открепление подающих салазок: 0,5 сек Подающие салазки в положении обратного хода: 2,5 сек Подающие салазки в положении обратного хода: 2,5 сек Подача чистящих щеток снизу: 3,0 сек Подача чистящих щеток снизу: 3,0 сек Обратный ход протяжных салазок: 12,5 сек Обратный ход протяжных салазок: 12,5 сек Деление к следующему пазу во время обратного хода протяжных салазок Деление к следующему пазу во время обратного хода протяжных салазок Подача чистящих щеток сверху: 3,0 сек Подача чистящих щеток сверху: 3,0 сек Подающие салазки в положении протягивания: 2,5 сек Подающие салазки в положении протягивания: 2,5 сек Закрепление подающих салазок: 0,5 сек Закрепление подающих салазок: 0,5 сек Итого: 250,5 сек Итого: 250,5 сек

21
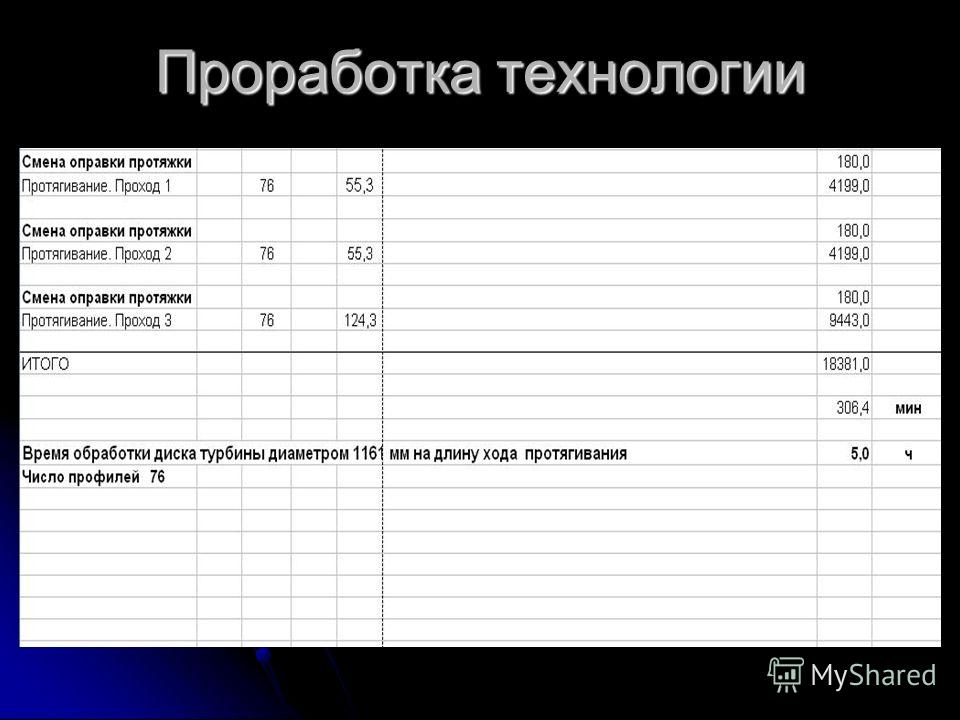
Проработка технологии Расчет продолжительности цикла: Смена оправки протяжки: 240 сек. Смена оправки протяжки: 240 сек. Протягивание: 1 Ход19 х 77,01463 сек Протягивание: 1 Ход19 х 77,01463 сек Подача: 119 х 77,01463 сек Подача: 119 х 77,01463 сек Смена оправки протяжки: 240 сек. Смена оправки протяжки: 240 сек. Протягивание 2: Ход19 х 250,54759,5 Протягивание 2: Ход19 х 250,54759,5 Общее время: 8165,5 сек Общее время: 8165,5 сек Время обработки при протягивании без наладки прибл. 2,0 часа

22
Сердечное спасибо за ваше внимание! Представительство в России: регион Урал Центр прогрессивных технологий ООО Урал Инко Д-р инж. Р.М.Мубаракшин тел.:

Еще похожие презентации в нашем архиве:



















. например:- очистка водоотливных канавок от шлама (осадка измельченных горных пород), упавших кусков руды и.")


