Скачать презентацию
Идет загрузка презентации. Пожалуйста, подождите

1
Формирование профессиональных компетенций через интегрирование инженерной и компьютерной графики при изготовлении изделий на станках с ЧПУ М.Г. Кудашова ГБОУ СПО Тольяттинский машиностроительный колледж г. Тольятти, Россия

2
Числовое программное управление (ЧПУ) означает компьютеризованную систему управления, считывающую инструкции специализированного языка программирования (например, G-код) и управляющую приводами металло-, дерево- и пластмассообрабатывающих станков и станочной оснасткой. Числовое программное управление (ЧПУ) означает компьютеризованную систему управления, считывающую инструкции специализированного языка программирования (например, G-код) и управляющую приводами металло-, дерево- и пластмассообрабатывающих станков и станочной оснасткой.
 означает компьютеризованную систему управления, считывающую инструкции специализированного языка программирования (например, G-код) и управляющую приводами металло-, дерево- и пластмассообрабатывающих станков и с")
3
ЧПУ станок - это станок с Числовым Программным Управлением ЧПУ станок позволяет быстро получить спроектированное на компьютере изделие, причем ЧПУ станок производит изделия гораздо быстрее и тщательнее чем вручную ЧПУ станок позволяет быстро получить спроектированное на компьютере изделие, причем ЧПУ станок производит изделия гораздо быстрее и тщательнее чем вручную

4
Классификации систем ЧПУ Существуют различные классификации систем ЧПУ - в зависимости от группы рассматриваемых признаков. Наиболее известны следующие классификации: Существуют различные классификации систем ЧПУ - в зависимости от группы рассматриваемых признаков. Наиболее известны следующие классификации: по уровню технических возможностей; по уровню технических возможностей; по технологическому назначению; по технологическому назначению; по числу потоков информации; по числу потоков информации; по принципу задания программы; по принципу задания программы; по типу привода; по типу привода; по числу одновременно управляемых координат по числу одновременно управляемых координат

5
Например, при классификации систем ЧПУ по технологическому назначению определяющим признаком является тип и количество программируемых перемещений исполнительных органов станка. Например, при классификации систем ЧПУ по технологическому назначению определяющим признаком является тип и количество программируемых перемещений исполнительных органов станка.

6
По этому признаку системы ЧПУ подразделяются на следующие виды: позиционные; позиционные; прямоугольные; прямоугольные; формообразующие формообразующие контурно-позиционные контурно-позиционные

7
Точный и легко приспосабливаемый ЧПУ станок позволяет осуществить проекты, которые, используя ручные технологии, оказались бы невыполнимыми или невыгодными. Точный и легко приспосабливаемый ЧПУ станок позволяет осуществить проекты, которые, используя ручные технологии, оказались бы невыполнимыми или невыгодными.

8
Какие типовые детали изготавливаются на станках с ЧПУ Почти большинство деталей можно изготовить на этих на ЧПУ станках в основном это детали таких типов: Почти большинство деталей можно изготовить на этих на ЧПУ станках в основном это детали таких типов: Цилиндрические Цилиндрические Многогранные Многогранные Конические Конические Прямоугольные Прямоугольные Сложносоставные по типу «Вал» и другие Сложносоставные по типу «Вал» и другие

9
Хороший станок с ЧПУ должен справляется с разнообразными предназначениями: фрезерование, лазерная резка, сверление, гравировка и пр. с незначительными изменениями конфигурации станка. Хороший станок с ЧПУ должен справляется с разнообразными предназначениями: фрезерование, лазерная резка, сверление, гравировка и пр. с незначительными изменениями конфигурации станка.

10
Виды станков с ЧПУ Токарно-винторезные ЧПУ станки Токарно-винторезные ЧПУ станки Фрезерные ЧПУ станки Фрезерные ЧПУ станки Шлифовальные станки с ЧПУ Шлифовальные станки с ЧПУ И другие многофункциональные станки И другие многофункциональные станки

11
Станки ЧПУ в ТМК В Тольяттинском Машиностроительном Колледже есть Токарно-винторезные станки с ЧПУ на которых изготавливают Шкивы компрессора для автомобиля Shevrolet-Niva В Тольяттинском Машиностроительном Колледже есть Токарно-винторезные станки с ЧПУ на которых изготавливают Шкивы компрессора для автомобиля Shevrolet-Niva А также Шлифовальный станок с ЧПУ на котором происходит шлифовка шкивов сделланных на токарных станках ЧПУ А также Шлифовальный станок с ЧПУ на котором происходит шлифовка шкивов сделланных на токарных станках ЧПУ

12
Чертёж типовых деталей в системе компас 2D

15
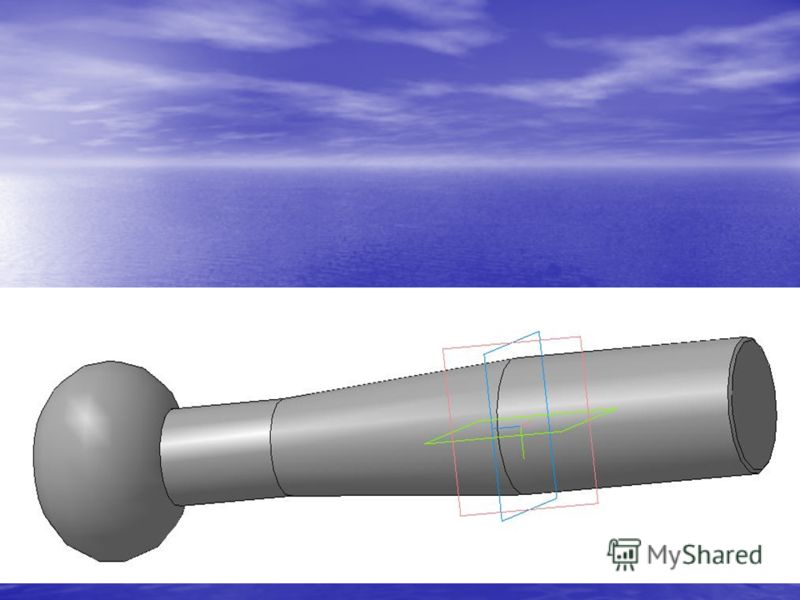
Типовой чертёж детали в системе КОМПАС 3D

16
Составление чертежа на основе программы АDЕМ для станков с ЧПУ

17
Разработка технологии, моделирование и подготовка управляющих программ (УП) в ADEM CAM
 в ADEM CAM")
18
ADEM CAM позволяет задавать технологические переходы как для конструктивных элементов состоящих из плоских 2D-контуров и 3D моделей, созданных в модуле ADEM CAD, так и для импортированных плоских и объемных моделей. ADEM CAM включает инструменты для редактирования технологического маршрута и моделирования процесса обработки. ADEM CAM позволяет задавать технологические переходы как для конструктивных элементов состоящих из плоских 2D-контуров и 3D моделей, созданных в модуле ADEM CAD, так и для импортированных плоских и объемных моделей. ADEM CAM включает инструменты для редактирования технологического маршрута и моделирования процесса обработки.

19
Результатом работы модуля ADEM CAM является, отлаженная в процессе моделирования, управляющая программа для станка с ЧПУ Технологические объекты, составляющие технологический процесс обработки, ассоциативно связанны с геометрической моделью, созданной в ADEM CAD или импортированной из других систем проектирования.

20
То есть все изменения, внесенные конструктором в геометрическую модель проектируемого изделия, автоматически отражаются на технологическом процессе обработки. То есть все изменения, внесенные конструктором в геометрическую модель проектируемого изделия, автоматически отражаются на технологическом процессе обработки.

21
Модуль ADEM CAM является частью интегрированной системы, и включает ряд подсистем совместно функционирующих в едином технологическом пространстве: Модуль ADEM CAM является частью интегрированной системы, и включает ряд подсистем совместно функционирующих в едином технологическом пространстве: - глубокое взаимодействие с модулем Adem CAD, - глубокое взаимодействие с модулем Adem CAD,

22
- подготовка управляющих программ (УП) с использованием любых видов геометрических данных, плоских эскизов, чертежей, поверхностей, твердых тел и их комбинаций - подготовка управляющих программ (УП) с использованием любых видов геометрических данных, плоских эскизов, чертежей, поверхностей, твердых тел и их комбинаций - полная ассоциативность геометрической и технологической моделей, автоматическое отслеживание в УП изменений внесенных конструктором, - полная ассоциативность геометрической и технологической моделей, автоматическое отслеживание в УП изменений внесенных конструктором,
 с использованием любых видов геометрических данных, плоских эскизов, чертежей, поверхностей, твердых тел и их комбинаций - подготовка управляющих программ (УП) с использованием любых видов геометрических данных,")
23
- динамическое моделирование процесса обработки с возможностью задания сложной заготовки (штамповка, литье) и сравнения результата обработки с математической моделью, - динамическое моделирование процесса обработки с возможностью задания сложной заготовки (штамповка, литье) и сравнения результата обработки с математической моделью, - генерация постпроцессоров для всех типов стоек с ЧПУ при помощи модуля Adem GPP, - генерация постпроцессоров для всех типов стоек с ЧПУ при помощи модуля Adem GPP, - библиотека готовых постпроцессоров (более 200 наименований) для большинства российских и зарубежных стоек с ЧПУ, возможность доработки и корректировки постпроцессоров, - библиотека готовых постпроцессоров (более 200 наименований) для большинства российских и зарубежных стоек с ЧПУ, возможность доработки и корректировки постпроцессоров,
 и сравнения результата обработки с математической моделью, - динамическое моделирование процесса обработки с возможностью задания сложной заго")
24
- 2х-, 2.5х-, 3х-, 5х -координатное фрезерование, - расчет траектории движения инструмента используя схемы: эквидистанта, обратная эквидистанта, петля эквидистантная, зигзаг эквидистантный, спираль, петля, зигзаг, петля UV, зигзаг UV, петля контурная, зигзаг контурный, карандашная, - расчет траектории движения инструмента используя схемы: эквидистанта, обратная эквидистанта, петля эквидистантная, зигзаг эквидистантный, спираль, петля, зигзаг, петля UV, зигзаг UV, петля контурная, зигзаг контурный, карандашная,

25
- контроль остаточного припуска отдельно для внешних и внутренних границ конструктивного элемента, - контроль остаточного припуска отдельно для внешних и внутренних границ конструктивного элемента, - автоматический подбор необработанных зон для 2х -, 2.5х - и 3х - координатного фрезерования, - автоматический подбор необработанных зон для 2х -, 2.5х - и 3х - координатного фрезерования, - автоматический расчет точки врезания, врезание по нормали, линейное с наклоном, радиусное с наклоном, предварительное засверливание, - автоматический расчет точки врезания, врезание по нормали, линейное с наклоном, радиусное с наклоном, предварительное засверливание,

26
- формирование подхода и отхода по нормали, линейного (с контролем длины и угла) или радиусного (с контролем радиуса и угла разворота), - формирование подхода и отхода по нормали, линейного (с контролем длины и угла) или радиусного (с контролем радиуса и угла разворота), - использование станочных циклов, работа с вызовом подпрограмм, - использование станочных циклов, работа с вызовом подпрограмм, - формирования нескольких вариантов маршрута обработки в рамках одного проекта, - формирования нескольких вариантов маршрута обработки в рамках одного проекта, - использование инструмента всех типов: фрезы концевые, конические, угловые, дисковые, со скруглением или сферические, - использование инструмента всех типов: фрезы концевые, конические, угловые, дисковые, со скруглением или сферические,
 или радиусного (с контролем радиуса и угла разворота), - формирование подхода и отхода по нормали, линейного (с контролем длины и угла) или радиусного (с контролем радиу")
27
- создание библиотеки инструментов, - создание библиотеки инструментов, - формирование переходов центровать, сверлить, развернуть, зенкеровать, расточить, нарезать резьбу, - формирование переходов центровать, сверлить, развернуть, зенкеровать, расточить, нарезать резьбу, - задание токарных переходов с моделированием объемов удаляемого припуска для каждого перехода, - задание токарных переходов с моделированием объемов удаляемого припуска для каждого перехода, - токарная обработка по схемам: черновое, предварительное, смещенное, прорезка, контурное, черновая прорезка, - токарная обработка по схемам: черновое, предварительное, смещенное, прорезка, контурное, черновая прорезка,

28
ADEM CAM комплектуется различными устройствами передачи УП на станки с ЧПУ. - формирование переходов точить, расточить, отрезать, подрезать, нарезать резьбу токарный, - формирование переходов точить, расточить, отрезать, подрезать, нарезать резьбу токарный, - создание собственной библиотеки токарных резцов с точным моделированием режущей кромки и заданием настроечной точки, - создание собственной библиотеки токарных резцов с точным моделированием режущей кромки и заданием настроечной точки,

29
МАРШРУТ ОБРАБОТКИ – последовательность технологических объектов, который описывает что, как и в каком порядке будет обрабатываться: МАРШРУТ ОБРАБОТКИ – последовательность технологических объектов, который описывает что, как и в каком порядке будет обрабатываться: ТЕХНОЛОГИЧЕСКИЙ ОБЪЕКТ (ТО) – каждый конструктивный элемент с определенным технологическим переходом или технологическая команда. ТЕХНОЛОГИЧЕСКИЙ ОБЪЕКТ (ТО) – каждый конструктивный элемент с определенным технологическим переходом или технологическая команда.

30
КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ (КЭ) - Конструктивный элемент – элемент детали, обрабатываемый за один технологический переход. КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ (КЭ) - Конструктивный элемент – элемент детали, обрабатываемый за один технологический переход. ТЕХНОЛОГИЧЕСКИЙ ПЕРЕХОД (ТОб) – набор технологических параметров, определяющих стратегию обработки одного конструктивного элемента. Для создания технологического перехода нужно выбрать тип технологического перехода, задать параметры перехода и параметры инструмента. ТЕХНОЛОГИЧЕСКИЙ ПЕРЕХОД (ТОб) – набор технологических параметров, определяющих стратегию обработки одного конструктивного элемента. Для создания технологического перехода нужно выбрать тип технологического перехода, задать параметры перехода и параметры инструмента.
 - Конструктивный элемент – элемент детали, обрабатываемый за один технологический переход. КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ (КЭ) - Конструктивный элемент – элемент детали, обрабатываемый за один технологический переход. ТЕХНОЛОГИЧЕС")
31
Интерфейс модуля ADEM CAM 7.0 Adem CAD –графический; Adem CAD –графический; Adem CAM –технологический и по созданию УП; Adem CAM –технологический и по созданию УП; Adem TDM – технологический и по созданию технологической документации; Adem TDM – технологический и по созданию технологической документации; Adem Verify – по объемному моделированию. Adem Verify – по объемному моделированию.

32
Преимущества работы на станках с ЧПУ Система управления на ЧПУ- станке компьютеризирована, и компьютер считывает инструкции и управляет приводами обрабатывающих станков и станочной оснасткой. Оборудование с ЧПУ характеризуется исключительно высокой скоростью, точностью и надежностью работы. Для обслуживания такого оборудования требуется гораздо меньше работников. Еще один плюс станков с ЧПУ – возможность реализовывать сложные и невыгодные проекты с точки зрения ручной обработки. Система управления на ЧПУ- станке компьютеризирована, и компьютер считывает инструкции и управляет приводами обрабатывающих станков и станочной оснасткой. Оборудование с ЧПУ характеризуется исключительно высокой скоростью, точностью и надежностью работы. Для обслуживания такого оборудования требуется гораздо меньше работников. Еще один плюс станков с ЧПУ – возможность реализовывать сложные и невыгодные проекты с точки зрения ручной обработки.

Еще похожие презентации в нашем архиве:





")


")


")








