Скачать презентацию
Идет загрузка презентации. Пожалуйста, подождите

1
Бұрғылау тобындағы станок тар

2
Бұрғылау станоғы Бұрғылау станоғы – тұтас материалда жена отырып тесік өңдейтін станок тар. Бұрғылау станок тары келесі түрлерге бөлінеді: тігінен бұрғылау (вертикально-сверлильные); көлденеңінен бұрғылау (горизонтально-сверлильные); орталаушы (центровальные); біршпиндельді жартылай автомотор (полуавтоматы одношпиндельные); көпшпиндельді жартылай автомотор (полуавтоматы многошпиндельные); радиолы бұрғылау (радиально-сверлильные); СББ бұрғылау станок тары (сверлильные станки с ЧПУ).
; көлденеңінен бұрғылау (горизонтально-сверлильные); орталаушы (центр")
3
а бұрғылау; б бұрғылап кеңейту; в зенкерлеу; г кеңейту; д калибрлеу; е ішкі бұранда салу; ж цековкалау; з ұңғылау. Бұрғылау станок тарында тесіктерді өңдеу түрлі жолдармен жүргізіледі:

4
Тесіктерді өңдеу жолдары А сверление сверлом; сверление сверлом В Борштанга. Растачивание на токарном станке; Растачиваниетокарном станке С зенкерование зенкером; D развёртывание развёрткой; зенкерованиезенкеромразвёртываниеразвёрткой E,F цекование цековкой; G зенкование зенковкой; цекованиезенкованиезенковкой H нарезка резьбы метчиком резьбы метчиком

5
Арнайы аспаптар мен саймандарды қолдана отырып, бұрғылау станок тарында тесік тесуге, қаңылтыр материалдарында диаметрі үлкен тесіктер кисуге, тесіктерді дәлдеп женуға және т.б. жасауға болады. Бұрғылау станок тарын машина жасау зауыттарының механикалық, жинақтау, жөндеу және саймандық цехтарында, сендай-ақ көлікке, құрылысқа, ауыл шаруашылығына қызмет көрсететін жөндеу шеберханаларында қолданады. Бұрғылау тобының станок тарында тесіктерді өңдеу жүргізіледі: бұрғылармен, зенкерлермен, развертками, бұранда кису метчик термин.

6
Бұрғылау станок тарының негізгі сипаттамалары Орташа қаттылықтағы болатты бұрғылаудың ең үлкен шартты диаметрі; Шпиндель конусының номірі; Шпиндельдің ұшы (шығуы); Шпиндельдің шетінен үстелге және фундаменттік плитаға дейінгі ең төменгі және ең жоғарғы арақашықтығы.
; Шпиндельдің шетінен үстелге және фундаменттік плитаға дейінгі ең төменгі және ең жоғар")
7
Бұрғылау станогының басты қозғалысы сайманы бар шпиндельдің айналуы болып сана лады. Бұрғылау станок тарындағы қозғалыс Қозғалыс берілісін шпиндельге бекітілген сайман жүзеге эстрады Қозғалыс берілісін шпиндельге бекітілген сайман жүзеге эстрады.

9
Тігінен бұрғылау станок тары

10
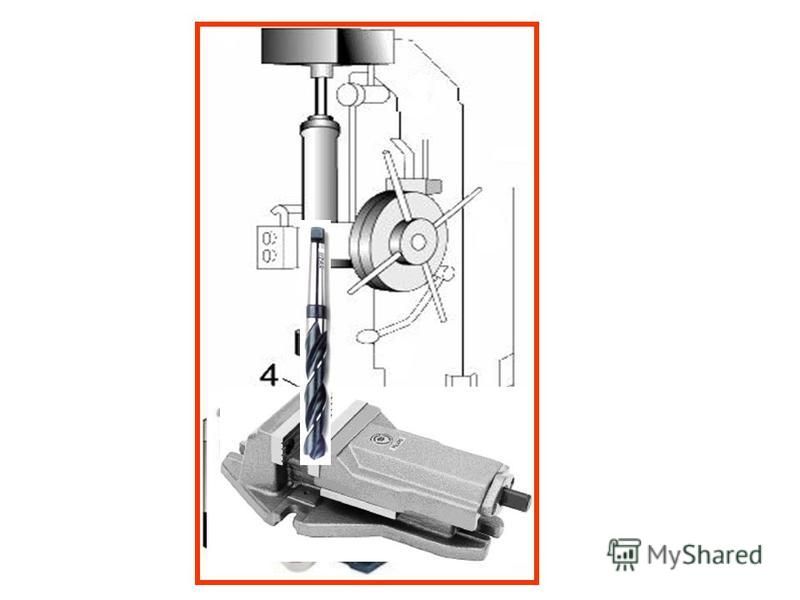
Тігінен бұрғылау станок тарының негізгі түйіндері: 1.Табаны; 2.Тігінен бағыттауыш ұстын; 3. Дайындамалар бекітілетін станоктың үстелі; 4. Сайман бекітілген шпиндель; 5.Бұрғылауыш басы; 6.Ұстынның жоғарғы көлденең бөлігінде жылдамдықтар қорабы орналасқан.

11
Тігінен бұрғылау станок тарындағы қозғалыс Тігінен бұрғылау станок тарындағы басты қозғалыс бекітілген сайманмен бірге шпиндельдің айналуы Тігінен бұрғылау станок тарындағы басты қозғалыс бекітілген сайманмен бірге шпиндельдің айналуы. Станоктардың бұл түрлерінде беріліс қозғалысы шпиндельдің тігінен орын ауыстыруымен жүзеге асырылады. Дайындаманы станоктың үстеліне орналастырады.

12
Тігінен бұрғылау станок тарының қолданылуы Тігінен бұрғылау станок тары Тігінен бұрғылау станок тары – металөңдеудегі бұрғылау станок тарының кеңінен таралған түрі; жеке және аз сериалы өндіріс жағдайында бөлшектерде салыстырмалы түрде өлшемі аз тесіктер жасауға қолданылады. Сайманды бөлшекті Сайманды (бұрғы, зенкер, кеңейткіш және басқалар) тігінен орналасқан шпиндельге, бөлшекті – станоктың үстеліне бекітеді. Өңделетін тесік пен сайманның өстерін бөлшекті жылжыта отырып келтіреді (қосалқы қозғалыс).

13
2С132Л тігінен бұрғылау станогы Келесідей опреацияларды орындауға арналған: Бұрғылау; Зенкерлеу; Кеңейту; Әртүрлі материалдарда бұранда салу.. Жиналатын үстелінің болуы станокта өлшемі үлкен бөлшектерді өңдеуге мүмкіндік. Станок аз сериалы өндірісте, шағын кәсіпорындарда, жөндеу шеберханаларында қолданылады. Станокта майлау-салқындату сұйықтықтарын беру станциясы орнатылған.

14
Көлденеңінен бұрғылау станогы Көлденеңінен бұрғылау станок тары әдетте терең тесіктерді өңдеу үшін қолданылады (мысалы өстерде, біліктерде, ату және артиллериялық жүйелердің оқпандарын және т.б. өңдеуге)
")
15
Орталықтандырушы станок тар Центровальные станки центровых отверстий Центровальные станки служат для получения в торцах заготовок центровых отверстий. Иногда центровальные станки оснащаются отрезными суппортами с резцами для отрезки заготовки перед центрированием (центровально-отрезной станок).

16
Бір шпиндельді жартылай автомотор

17
Көпшпиндельді жартылай автомотор Бірнеше тесіктерді бірмезгілде өңдеу үшін (бұрғылау үшін) бұрғылау жұдырықшалары бар көпшпиндельді бұрғылау станок тары қолданылады)
 бұрғылау жұдырықшалары бар көпшпиндельді бұрғылау станок тары қолданылады)")
18
Радиальды бұрғылау станок тары

20
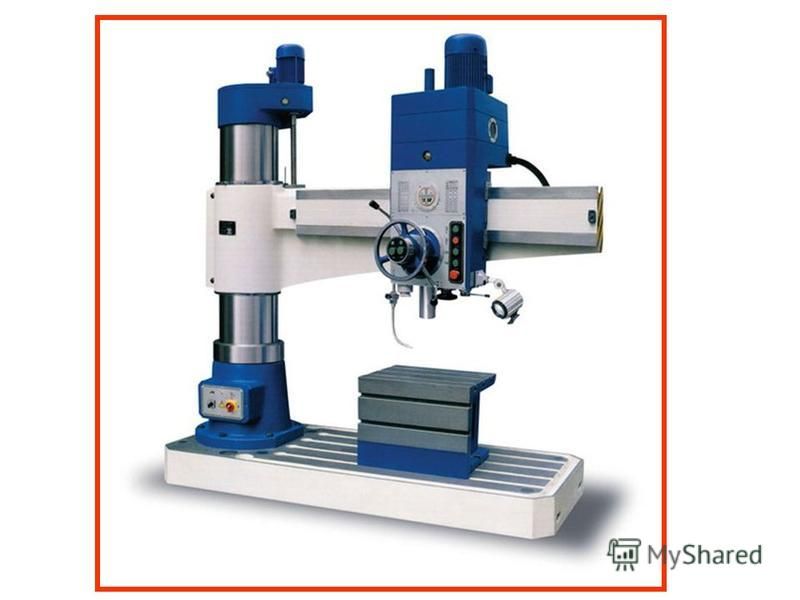
Радиалды бұрғылау станок тарының негізгі түйіндері 1.Фундаменттік плита. 2. Колонна 3.Гильза. 4. Гильза бой мен қозғалатын траверс. 5. Рукавты қозғалту және қысу механизмі. 6. Шпиндель жұдырықшасы. 7.Подкладкалар.

21
Радиалды бұрғылау станок тарындағы қозғалыс Радиалды бұрғылау станок тарындағы басты қозғалыс бұл сайман бекітілген шпиндельдің айналуы Радиалды бұрғылау станок тарындағы басты қозғалыс бұл сайман бекітілген шпиндельдің айналуы. Беру қозғалысы Беру қозғалысы бұл шпиндельдің пинольмен (гильза мен) бірге өс бой мен қозғалысы. Қосалқы қозғалыстар Қосалқы қозғалыстар: траверстің бұрылуы және оны колоннаға бекіту; траверсті тігінен қозғалту және қажетті биіктікте бекіту; траверсе шпиндель жұдырықшасын қозғалту және бекіту; шпиндельдің жылдамдықтарын және берілуін ажыратып қосу.

22
Радиалды бұрғылау станок тарының қолданылуы Даналық және сериалық өндірістерде шеңбер доғасы бой мен орналасқан ауры және ірі көлемді бөлшектер, сендай-ақ тесігі бар бөлшектерді радиолы бұрғылау станок тарымен өңдейді. Тігінен бұрғылау станок тарына қарағанда радиолы бұрғылау станок тарында өңделетін тесіктің өсі мен сайманның өсі қозғалмайтын бөлшекке қатысты шпиндельді жылжыту арқылы жүзеге асырылады. Радиалды бұрғылау станок тарының құрылымы шпиндель жұдырықшасын бағыттауыш траверсердің бой мен және колоннаны айналдыра траверсті қозғау арқылы сайман орнатылған шпиндельді радиолы станоктың кез келген жұмыс аймағына орнатуға мүмкіндік береді.

23
СББ бұрғылау станок тары 1. Порталды түрдегі станок тар. 2.Екі тұғырық қатайтылған көлденең маңдайшамен жалғасады. 3.Үш өсі өте дәл шарикті бұрандалар жұбымен жабдықталған, олар бірқалыпты қозғалысты және жоғары дәлдікті қамтамасыз етеді 4. Шпиндель торабы жоғары қатаңдыққа және дәлдікке ие. 5. Сайманды ауыстыру тәсілі – ажырату пневматикалық, қысу серіппемен.

24
СББ бұрғылау-фрезерлеу станогы

25
Көпфункциалы бұрғылау-фрезерлеу станогы

26
Расточные станки Бұл жонғыш машиналары азсериалы және сериалық өндірістерде қораптық бөлшектерді өңдеу кезінде тесіктерді женуға және бұрғылауға, тік және көлденең жазық немесе фасонды беттерді фрезалар мен кескіштер жинағын пайдалана отырып фрезерлеуге және женуға, бұрандаларды кисуге және басқа да операцияларды жүзеге асыруға қолданылады

27
Жонғыш станок тардың жіктелуі әмбебап және арнайы Операциялар сипатына, қолданылуына және құрылымдық ерекшеліктеріне орай жену станок тары әмбебап және арнайы болып бөлінеді Әмбебап станок тар былой бөлінеді: 1.Көлденең- жонғыш; 2.координаталық-жонғыш; 3.алмаздық-жонғыш 3.алмаздық-жонғыш. жену шпинделінің диаметрі және бұру үстелінің өлшемдері Жонғыш станок тардың негізгі деректерін анықтайтын, ең бір елеулі параметрлері жену шпинделінің диаметрі және бұру үстелінің өлшемдері болып сана лады.

28
Көлденең-жонғыш станок тар Көлденең-жонғыш станок тар азсериалы және сериалық өндірістерде қораптық бөлшектердің дайындамаларын өңдеу кезінде тесіктерді женуға және бұрғылауға, тік және көлденең жазық немесе фасонды беттерді фрезалар мен кескіштер жинағын пайдалана отырып фрезерлеуге және женуға, бұрандаларды кисуге және басқа да операцияларды жүзеге асыруға қолданылады

30
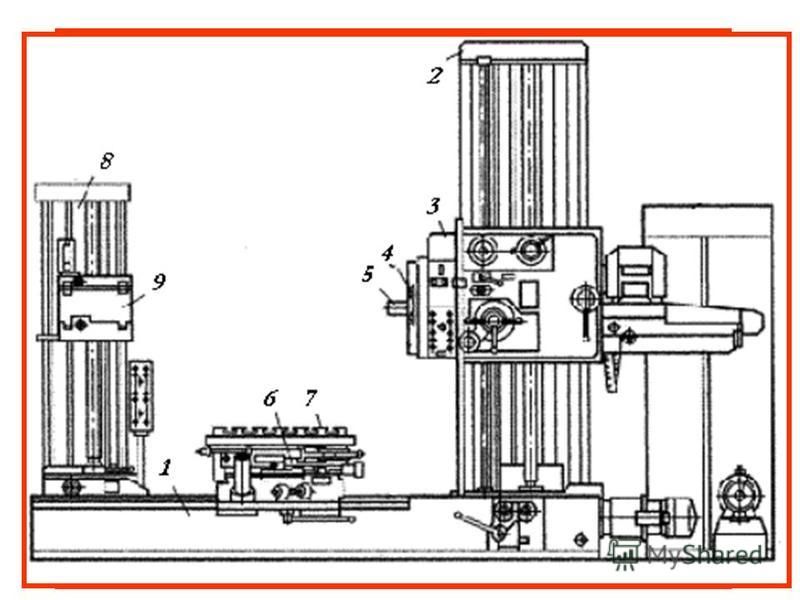
Көлденең-жонғыш станок тардың негізгі тораптары 1.Көлденең бағыттауышы бар станина; 2.Қозғалмайтын алдыңғы тұғыр; 3.Шпиндельдік топай; 4. Жонатын кескіші бар планшайба; 5.Алдыңғы тұғырмен жоғары-төмен жылжитын, қозғалмайтын шпиндельдік топайға орнатылған көлденең шпиндель. Шпинделдік торап женатын кескішті планшайбасы және өс бой мен жылжитын ішкі жену шпинделі бар қуыс шпиндельден тұрады.; 6.Бойлық (продольный) стол; 7.Бұрылатын стол; 8.Станинаның бағыттауышы арқылы қозғалатын артқы қозғалмалы тұғыр; 9.Люнет

31
Көлденең-жонғыш станок тардағы қозғалыс

32
Көлденең-жонғыш станок тарда дайындамаларды өңдеудің сұлбасы

33
Сандық индикациясы 2E656 ауры көлденең- жонғыш станок

34
Тік-жонғыш станок

35
СББ көлденең-жонғыш станок тар

36
Координаталық-жонғыш станок

38
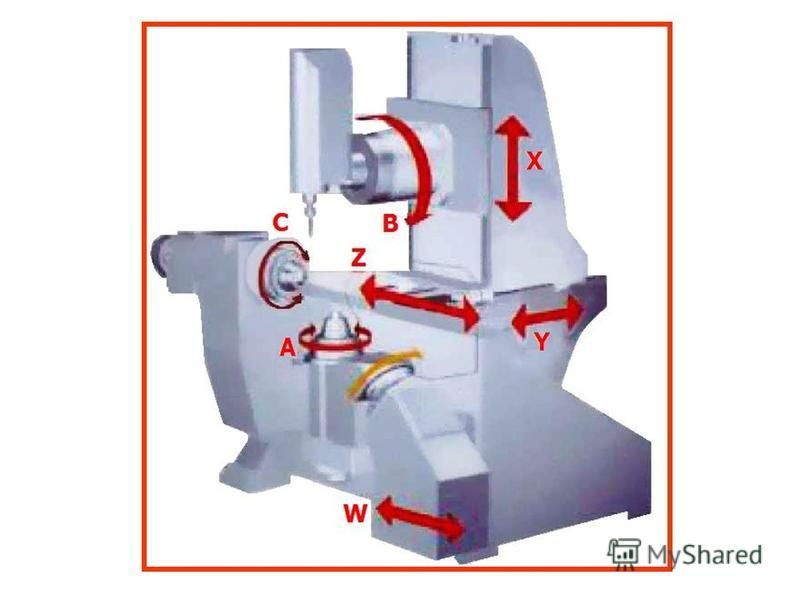
Координаталық-жонғыш станок тардың қолданылуы мен құрылымдық ерекшеліктері Координаталық-жонғыш станок тар даналық және аз сериалы өндірістерде қораптық бөлшектердің базалық беттерімен, кондукторлық плиталармен, штамптармен салыстырғандағы тесіктерді өзара орналасуының өте жоғары дәлдігімен өңдеуге арналған. Бұл станок тарда жену станок тарына қатысты барлық операцияларды орындауға болады. белгілеу операцияларын Одан өзге координаталық-жонғыш станок тарда белгілеу операцияларын да жүргізуге де болады. Координаталық қозғалыстарды Координаталық қозғалыстарды дәл өлшеу үшін бұл станок тар жылжымалы тораптардың қозғалысын өте жоғары дәлдікпен (0, ,005 мм) өлшеуге мүмкіндік беретін әртүрлі механикалық, оптико-механикалық, индуктивті және электронды есептеу құрылғыларымен жабдықталған. Станоктар поляры координаталар жүйесіндегі тесіктерді және көлбеу тесіктерді өңдеуге мүмкіндік беретін, әмбебап бұрылатын столдармен жабдықталған.

39
Координаталық-жонғыш станок тарын бөлшектердің өлшемдерін тексеруге және өте дәл белгілеу жұмыстарын жүргізу мақсатында қолданылатын өлшеу машиналары ретінде қолдануға болады.. оқшауланған Жұмыс дәлдігіне қоршаған ортаның температуралық әсерлерін болдырмау үшін бұл станок тарды температурасы 20°C болатын оқшауланған бөлмелерде орналастырады. айналы валик тердің және оптикалық құралдардың Координаталарын өте дәл масштабы айналы валик тердің және оптикалық құралдардың көмегімен есептейді. Айналы валик тер Айналы валик тер дегеніміз коррозияға төзімді, бетіне дәл қадаммен жұқа винттік бедерлер салынғанболат шыбық. Валитік беті айнадай жылтыратылған. координаталарын дәл шкаламен орнатады және оны арнайы мироскоптың көмегімен бақылайды. Айналы валикті үстелге орналастырады және үстелмен бірге қозғалтады.

40
Алмазды-қашап өңдеу станок тары станок

41
Алмазды-қашап өңдеу станок тарының қолданылуы Алмазды-қашап өңдеу станок тары, бұл негізінен тесіктерді алмазды немесе қатты құймалы айналу саймандарының көмегімен әрлей қашап өңдеу мақсатында қолданылатын станок тардың түрлері. Алмазды-қашап өңдеу станок тары айлабұйымдарының көмегімен цилиндрлік беттер мен жазықтықтырдың беттерін де әрлеп өңдеуге мүмкіндік береді. Бір шпиндельді алмазды-қашап өңдеу станок тары көбіне азсериалы өндірістерде қолданылады. Көпшпиндельді алмазды-қашап өңдеу станок тары бұлар бөлшектерді өңдеуге арналған қозғалмалы үстелі бар жартылай автомотор, негізінен ірі сериалы және жаппай өндірістерде қолданылады.

42
Алмазды-қашап өңдеу станок тарының басты артықшылығы – кескіштермен өңдеу барысында жоғары өнімділікпен өңделетін беттерді өте дәл және тазалай өңдеу мүмкіндігінде. Мысалы, заманауи таңдаулы алмазды- қашап өңдеу станок тарында қатты бұйымдарды өңдеу барысында қашап-өңделген тесіктердің шектік қателегі 0,5- 1,0 мкм шамасында болатын цилиндрлігі қамтамасыз етіледі.

43
Тігінен өңдеу орталықтары

44
Бұрғылау станок тарында өңдеу бұрғылармен, үңгілермен, ұңғылағышпен, таңбалаушылармен (метчик термин) және құрастырылған аспаптармен жүргізіледі.
 және құрастырылған аспаптармен жүргізіледі.")
45
Б ұ р ғ ы л а р конструкциялық белгісі бойынша шиыршықты (спиралды), кіндік тесіктерін жасаушы және арнайы болып бөлінеді. Ең көп тарағаны шиыршықты бұрғылар (35, а-сурет) болып сана лады, кисуші тістерінің (жүздерінің) саны Z=2. Бұрғыны құрайтын бөліктеріне ұзындығы l1 жұмыс бөлігі, мойыны l2, құйрығы l3 және табаны l4. Құйрығының қызметі - бұрғыны станоктың шпинделіне конусты жанасу бетімен үйкеліс күштерінің әсерімен бекітілуі. Табаны бұрғыны шпинделден ұрып шығару үшін, сонымен бірге ол құйрықты жаншылудан сақтайды. Жұмыс бөлігі кисуші l5 және бағыттаушы l6 бөлінген. Бұрғының геометиялық өлшемдері мынадай: алдыңғы бұрыш φ, артқы бұрыш α, бұрғы ұшындағы бұрыш 2φ, көлденең кису жиегінің көлбеу бұрышы ψ және бұрғылау арнасының көлбеу бұрышы ω (35, б-сурет).
, кіндік тесіктерін жасаушы және арнайы болып бөлінеді. Ең көп тарағаны шиыршықты бұрғылар (35, а-сурет) болып сана лады, кисуші тістерінің (жүздерінің) саны Z=2. Бұрғыны құрайтын бөл")
46
Ү ң гі л е р (36, а-г-сурет) құймаларда, шыңдалған темірлерде немесе дайындамаларда қалыптасқан тесіктерді өңдеу ұшін қолданылады. Бұл үшін дайындама бұрғылаумен алдын ала өңдеуден өткізіледі. Өңделетін беттердің түріне қарай үңгілер цилиндр бетті (а,б), конус бетті (в) және тік кесінді бетті (г) болады. Ұ ң ғ ы л а ғ ы ш т ар (36, д,е-сурет) деп, тесіктерді ақырғы өңдеу үшін қажет құралды айтады, олар металдың аз қабатын (әдібін) алады, сондықтан жоғары дәлдікті қамтамасыз етеді.
 құймаларда, шыңдалған темірлерде немесе дайындамаларда қалыптасқан тесіктерді өңдеу ұшін қолданылады. Бұл үшін дайындама бұрғылаумен алдын ала өңдеуден өткізіледі. Өңделетін беттердің түріне қарай үңгілер цилиндр бетті (а")
47
а - жалпы түрі, б - бұрғының геометриялық өлшемдері 35-сурет-Шиыршықты бұрғы

48
Б ұ р а н д а о й ғ ы ш қ ұ р а л д а р (36, ж- сурет) тесіктерге бұранда ойықтарын салу үшін қолданылады. Таңбалаушы құралды дұрыс бұранда ою және құралды сындырмау үшін арнайы патронда бекітеді. Жонушы станок тарда өңдеуді жүргізу үшін әр түрлі құралдар қолданылады: женушы кескіштер, бұрғылар, үңгілер, ұңғылағыштар, таңбалағыштар, фрезалар. Бәрінен жиі женушы кескіштер пайдаланылады: өтетін, кесетін, арнаулы және бұрандаушы, жоғарыда қаралғандарға ұқсайтындар.
 тесіктерге бұранда ойықтарын салу үшін қолданылады. Таңбалаушы құралды дұрыс бұранда ою және құралды сындырмау үшін арнайы патронда бекітеді. Жонушы станок тарда өңдеуді жүргізу үшін әр түрлі құр")
49
36- сурет-Кесуші құралдың түрлері

Еще похожие презентации в нашем архиве:

 ақшалай міндеттемелері, олар пайдаланушылар басқаратын электронды БАҚ-тарда. Электрондық ақшаның.")


















