Скачать презентацию
1
Тема урока: КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ: МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ.

2
Цели: повторить пройденный материал, изучить контроль сварных соединений и методы неразрушающего контроля, закрепить изученный материал.

3
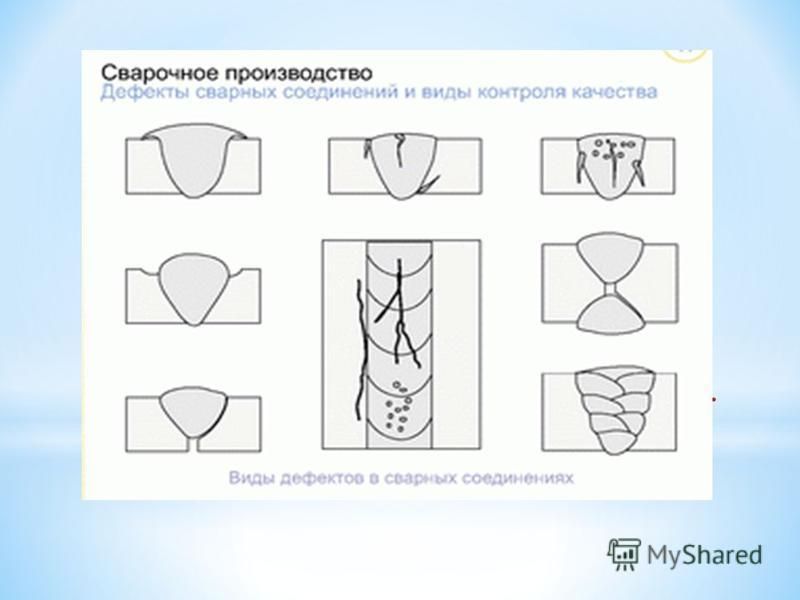
1. Классификация дефектов и методов контроля а) дефекты подготовки и сборки деталей под сварку; б) дефекты формы швов; в) дефекты сварных соединений; 2. Внешний осмотр и измерения сварных швов; 3. Физические методы неразрушающего контроля сварных соединений и конструкций; 4. Выявляемость дефектов при неразрушающем контроле.
 дефекты подготовки и сборки деталей под сварку; б) дефекты формы швов; в) дефекты сварных соединений; 2. Внешний осмотр и измерения сварных швов; 3. Физические методы неразрушающего контроля сварных сое")
4
Что называется дефектом?

5
Дефектом называется каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией. Дефектами могут являться несоответствия формы, размеров, состояния поверхностей, физико-механических свойств, нарушений сплошности деталей.

7
Вопрос 1. Методы контроля Методом контроля называют правила применения определенных принципов и средств контроля, при этом метод контроля может содержать в себе информацию об определенной последовательности применения этих принципов на практике. Новая тема урока: КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ: МЕТОДОЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ

8
Предварительный контроль включает в себя проверку квалификации исполнителей, состояния контрольного оборудования, аппаратуры и приспособлений, применяемых материалов, а также контроль качества сборки и подготовки стыков под сварку.

9
Пооперационный (технологический) контроль предусматривает проверку качества подготовки изделия или его элементов к проведению технологического процесса, а также правильности порядка его выполнения. Такой контроль позволяет своевременно корректировать технологические процессы сварки в случае их нарушения и оперативно исправлять дефектные места в изделиях.
 контроль предусматривает проверку качества подготовки изделия или его элементов к проведению технологического процесса, а также правильности порядка его выполнения. Такой контроль позволяет своевременно корректировать")
10
Приемочный контроль завершает технологический процесс изготовления изделий, разделяя их на две группы: годные и негодные (бракованные). Приемочный контроль бывает сплошным или выборочным.
. Приемочный контроль бывает сплошным или выборочным.")
11
Вопрос 2. Внешний осмотр и измерения сварных швов При внешнем осмотре можно выявить следующие дефекты: изломы и неперпендикулярности осей соединяемых элементов; отступления от чертежей и технических требований на сварку по размерам и форме швов; смещения кромок соединяемых элементов; поверхностные трещины, наплывы, подрезы, прожоги, незаваренные кратеры, непровары, пористость и др.

12
Вопрос 3. Методы неразрушающего контроля сварных соединений

13
Схема радиационного контроля прошедшим излучением: 1 - источник излучения; 2 - изделие; 3 - дефект; 4 - детектор (пленка); 5 - плотность излучения
; 5 - плотность излучения")
14
а - стыковых; б - угловых швов; в - труб; 1 источник излучения; 2 пленка

15
* Радиография позволяет выявлять в изделиях толщиной от нескольких( мм) до 500 мм объемные дефекты (поры, шлаковые включения, непровары) и трещины с раскрытием до 0,1 мм, а также некоторые наружные дефекты, например, подрезы. Оценка глубины залегания дефектов затруднена и может выполняться весьма приближенно. Размеры дефектов определяют путем их сравнения с изображениями эталонов дефектомеров канавочного или проволочного типов.
 до 500 мм объемные дефекты (поры, шлаковые включения, непровары) и трещины с раскрытием до 0,1 мм, а также некоторые наружные дефекты, например, подрезы. Оценка глубины залегани")
16
а - теневой; б - зеркально- теневой; в - эхо-метод; И - излучатель; П - приемник

17
Ультразвуковой контроль изделий находит в последнее время все более широкое применение для контроля изделий различного назначения. Этот метод позволяет надежно выявлять наиболее опасные дефекты в изделиях трещины площадью приблизительно 0,7 мм 2. Выявляемость объемных дефектов несколько ниже, чем при радиографии. Ультразвуковые методы позволяют контролировать любые материалы толщиной от 4 мм до нескольких метров.

18
* Для выявления дефектов в изделиях из ферромагнитных материалов применяют магнитные (магнитопорошковый и магнито графический) методы. Эти методы позволяют выявлять поверхностные и подповерхностные трещины, а также крупные внутренние объемные дефекты, расположенные на глубине до 6 мм от поверхности контролируемого изделия.
 методы. Эти методы позволяют выявлять поверхностные и подповерхностные трещины, а также крупные внутренние объемные дефект")
19
Схема магнитного контроля: 1 - магнитное поле; 2 - дефект; 3 - искажение магнитного поля; 4 магнитный порошок; 5 скопление порошка

20
* Капиллярные методы контроля (люминесцентный, цветной и люминесцентно- цветной) применяют в основном для контроля изделий из немагнитных металлических и неметаллических материалов с целью выявления дефектов, выходящих на поверхность.
 применяют в основном для контроля изделий из немагнитных металлических и неметаллических материалов с целью выявления дефектов, выходящих на поверхность.")
21
Схема капиллярного контроля: а - нанесение индикаторной жидкости; б - удаление ее излишков; в - нанесение проявляющего порошка; г - образование пятна на проявляющем порошке

22
Как классифицируют методы контроля материалов и сварных соединений? Что проверяют при предварительном контроле? Что проверяют при пооперационном контроле сварки? С какой целью выполняют внешний осмотр и измерения сварных швов?

23
* Каковы физические принципы радиационных методов контроля сварных соединений и изделий? * Каковы физические принципы ультразвуковых методов контроля сварных соединений и изделий? * Каковы физические принципы магнитных и электромагнитных методов контроля сварных соединений? * Дефекты каких видов можно выявить при радиационном контроле сварных соединений? * Дефекты каких видов можно выявить при ультразвуковом контроле сварных соединений?

24
* Дефекты каких видов можно выявить при магнитном контроле сварных соединений? * Дефекты каких видов можно выявить при капиллярной дефектоскопии сварных соединений? * Какова выявляемость трещиноподобных дефектов сварных соединений неразрушающими методами контроля?

25
Методы неразрушающего контроля Радиацио нный радиографический ультразвуковой капиллярный магнитный Принцип гамма- излучения Принцип рентгеновского излучения Принцип высокочастотных колебаний (до 20 к Гц) Принцип проникновения жидкостей в дефекты сварных швов Принцип фиксации полей рассеивания
 Принцип проникновения жидкостей в дефекты свар")
26
1. Повторить методы неразрушающего контроля с воспроизведением графических схем (учебник В.И.Маслов «Сварочные работы», с ) 2. Выучить таблицу «Методы неразрушающего контроля»
 2. Выучить таблицу «Методы неразрушающего контроля»")



 с объектом контроля. С помощью оптических методов.")













 деталей и сопряжений с последующей их сортировкой.")



