Скачать презентацию
Идет загрузка презентации. Пожалуйста, подождите

1
Министерство образования и науки Российской Федерации РЫБИНСКИЙ ГОСУДАРСТВЕННЫЙ АВИАЦИОННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ имени П. А. СОЛОВЬЕВА ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ РАБОТА на тему РАЗРАБОТКА ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ «ТРУБОПРОВОД СУФЛИРОВАНИЯ» МЕТОДОМ ДУГОВОЙ СВАРКИ В ИНЕРТНЫХ ГАЗАХ на соискание степени бакалавр по направлению Металлургия профиль подготовки бакалавра – Металлургия сварочного производства Выполил Соискатель, студент группы ЗМС-13 И.О. Воронин

2
Цель выпускной квалификационной работы: рассмотрение базового варианта технологического процесса сборки и сварки трубопровода суфлирования и замена его на более прогрессивный. Основные задачи решаемые в дипломной работе: 1)охарактеризовать свариваемость и металлургические процессы данной марки материала; 2)произвести выбор более прогрессивного варианта сварки и подобрать сварочное оборудование и сварочные материалы; 3)выбрать метод подготовки кромок перед сваркой и обработки швов после сварки; 4)выбрать контроль качества данного сварного соединения; 5)рассчитать расходы сварных материалов на изготовление данного изделия.
охарактеризовать свариваемо")
3
Описание конструкции изделия Трубопровод суфлирования является частью маслосуфлирующей системы двигателя газотурбинного агрегата ГТА-6РМ. Эта система предназначена для смазки и охлаждения трущихся поверхностей узлов и деталей двигателя и суфлирования масляных полостей и масляного бака газотурбинного двигателя с атмосферой. Трубопровод суфлирования состоит из следующих деталей: поз.1 – Труба Труба 108 х 4 ГОСТ /В-09Г2С ГОСТ L= 2123 мм; поз.2 - Труба Труба 108 х 4 ГОСТ /В-09Г2С ГОСТ L= 192 мм; поз.3 – Ребро – 2 шт.; поз.4 - Отвод; поз.14 Фланец В-Ст 09Г2С-IV-dв 110 ГОСТ33259 – 2 шт.

4
Характеристика основного металла В зависимости от климатической зоны, в которой будет эксплуатироваться изделие, прочностных требований, выбирают ту или иную сталь. Для изготовления трубопровода и по данному проекту применяется сталь 09Г2С, которая относится к низколегированным конструкционным сталям.

5
Особенности свариваемости основного металла Свариваемость – это свойство металла или сочетания свойств металлов образовывать при установленной технологии сварки соединение, отвечающие требованиям, обусловленными конструкцией и эксплуатацией изделия. Низколегированная сталь 09Г2С, относятся к числу хорошо сваривающихся металлов. Для этой стали технологию сварки выбирают из условий обеспечения комплекса требований, главные из которых достижение равнопрочности сварного соединения с основным металлом и отсутствие дефектов в сварном соединении.

6
Способ сварки изделия Для сварки швов трубопровода суфлирования из низкоуглеродистой стали 09Г2С в базовом варианте используется дуговая сварка в инертных газах с присадочным материалом. Схема дуговой сварки в инертных газах

7
Сварочное оборудование Для сварки трубопровода суфлирования в базовом варианте используется аппарат для ручной дуговой сварки МАТRIX 250HF Аргонодуговой аппарат предназначен для сварки обычных, углеродистых, нержавеющих сталей, медных и титановых сплавов. Аппарат работает на постоянном токе (DC). Особенностью аппарата является: инверторный источник питания, надежный корпус, малый вес и размер, низкий уровень шума, аппарат может использоваться на открытом воздухе. Аппарат оснащен водяным охлаждением и тележкой. Встроенный блок компенсации входного напряжения позволяет максимально расширить диапазон допустимого сетевого напряжения ( % от номинала), что особенно актуально при работе с российскими электрическими сетями.

8
Сварочное оборудование Для выполнения сварных работ на профессиональном уровне не обойтись без сварочного поста. Сварочный пост – рабочее место сварщика, укомплектованное оборудованием для выполнения сварочных работ: источником питания; электрододержателем; защитным щитком; приспособлениями для сборки и сварки; вспомогательными инструментами. Сварочные посты могут быть стационарными и передвижными.

9
Вспомогательное оборудование Вспомогательный инструмент - в процессе работы сварщик пользуется инструментами для зачистки кромок от ржавчины и других загрязнений, а также для вырубки дефектов и зачистки швов от шлака. Для этого применяют металлическую проволочную щётку, зубило, молоток, комбинированное зубило с рукояткой, имеющее один заострённый конец, а другой конец в виде обычного зубила. Для измерения разделки кромок, зазора между стыками и сварных швов используют набор шаблонов ШС-2. Для работы сварщику необходимо иметь набор инструментов, включающий инструмент для зачистки (проволочную щётку, зубило, молоток), разводной ключ, шаблоны и д.р. Имеются наборы инструмента ЭНИ-300, КИ-315 и КИ-500, куда входят кроме перечисленного инструмента электрододержатель, приспособления для соединения кусков сварочного кабеля и для заземления, пассатижи и другие инструменты и приспособления.

10
Выбор прогрессивного варианта сварки и подбор сварочного оборудования и сварочных материалов Сварка бесповоротных стыков труб всегда была сложной для сварщиков. При выполнении этой работы приходится сталкиваться с различными пространственными положениями, имеющими свою специфику. Заварить верхний участок трубы очень легко, а вот вертикальные проходы займут больше времени. На потолочный шов, накладываемый на нижний сегмент окружности, придется потратить больше сил, потому что металл под действием силы тяжести стремится вниз. Кроме длительности процесса, внешний вид шва тоже будет неравномерным, а это нежелательно там, где важна эстетика. Обработка сварного валика приведет к еще большим затратам и снизит прочность соединения. Эффективным решением в данном случае является орбитальная сварка труб. Орбитальная сварка труб МАGNATECH

11
Выбор прогрессивного варианта сварки и подбор сварочного оборудования и сварочных материалов Орбитальная сварка это автоматический процесс, который выполняется на специализированном оборудовании, предварительно запрограммированном оператором. Электрическая дуга загорается между вольфрамовым электродом и изделием благодаря инверторному источнику тока. Через широкую горелку в зону поступает инертный газ аргон, который предотвращает взаимодействие расплавленного металла с внешней средой. Через канал сбоку в сварочную ванну подается присадочная проволока с катушки. Сварочные головки серии OSW 170 включают концепцию "Открытый Механизм", делающую их легче и удобнее в обращении могут использоваться с подачей или без подачи проволоки для труб с наружными диаметрами в пределах от 40 мм до 170,0 мм.

12
Выбор прогрессивного варианта сварки и подбор сварочного оборудования и сварочных материалов Микропроцессорный контроллер орбитальной сварки TIGTRONIC Basic 3 Держатель горелки «Multiposition» для сварочной головки OSW 170 Источник питания Tetrix 200

13
Выбор прогрессивного варианта сварки и подбор сварочного оборудования и сварочных материалов Блок водяного охлаждения для использования с инвертором TETRIX 200 и TIGTRONIC вместе с инструментами сварки при водяном охлаждении

14
Расчет стоимости оборудования

15
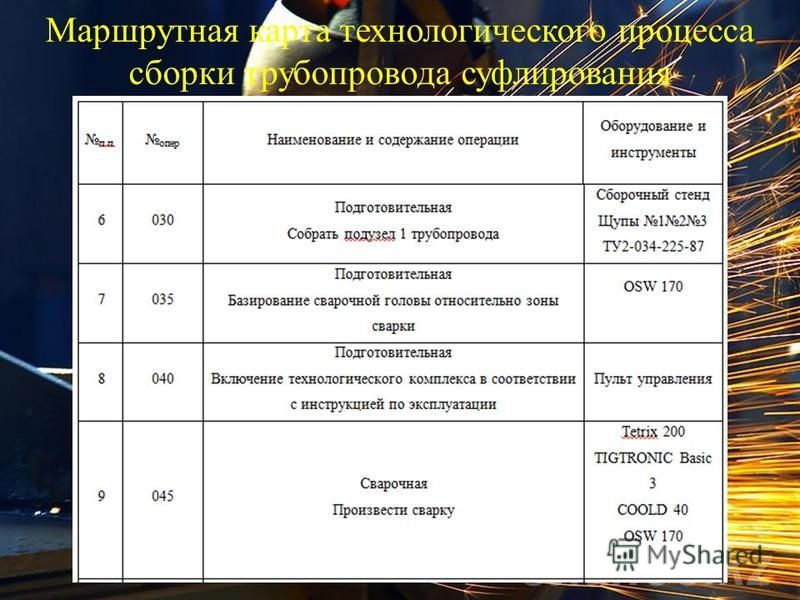
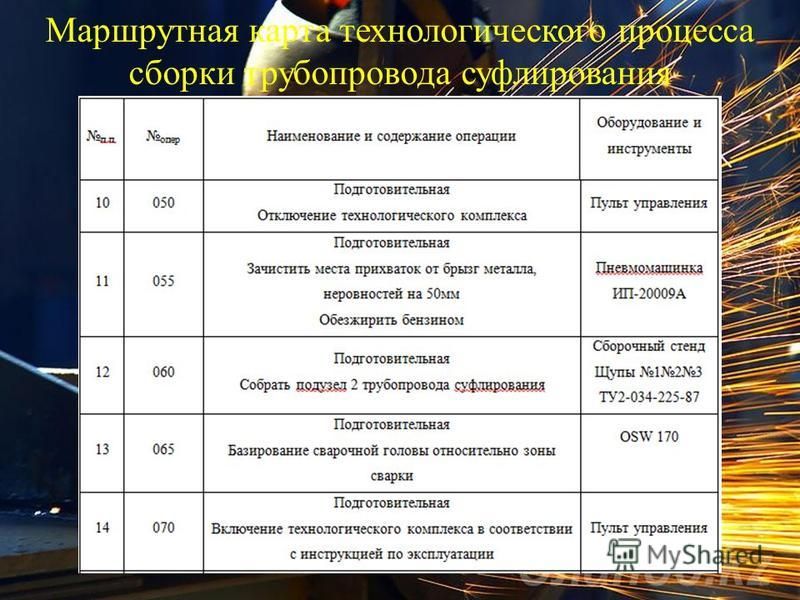
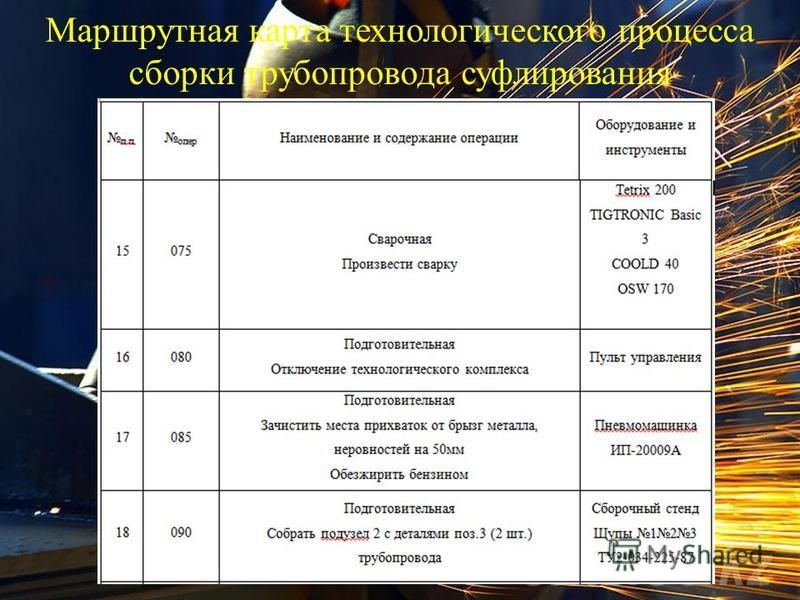
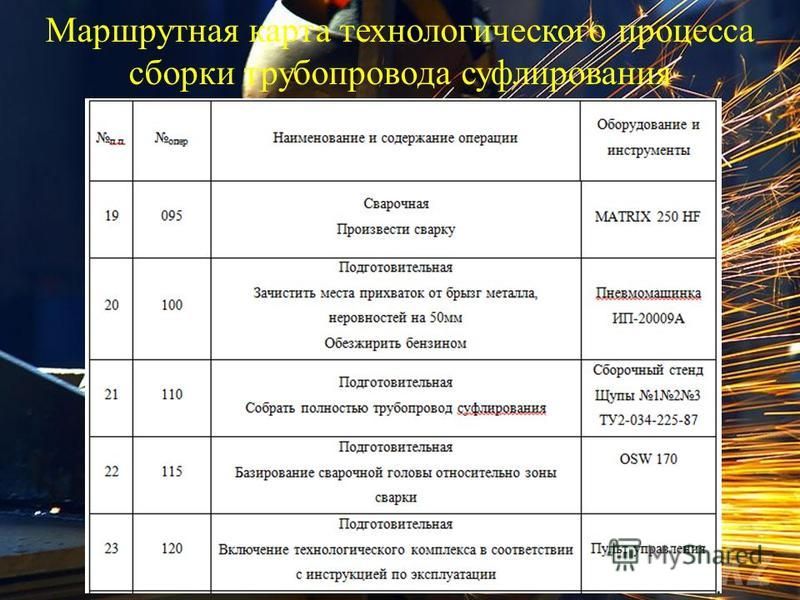
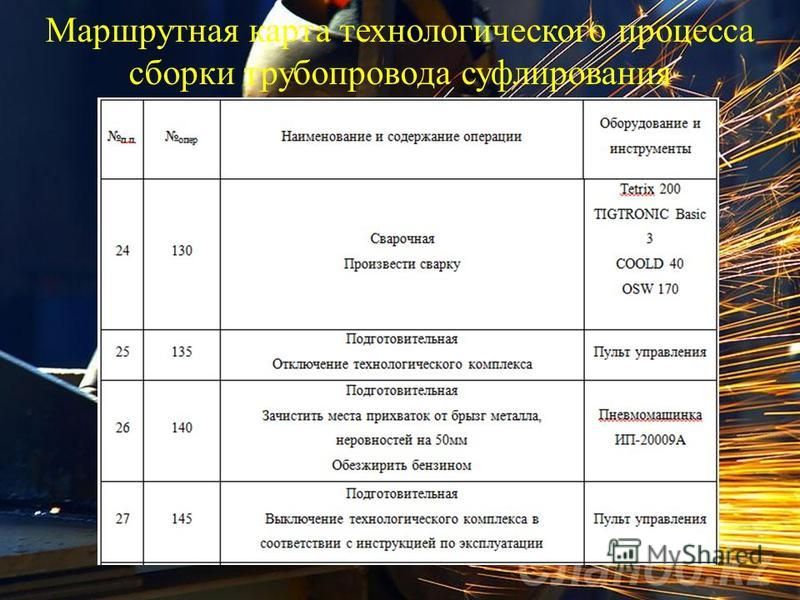
Маршрутная карта технологического процесса сборки трубопровода суфлирования

22
В ходе выполнения выпускной квалификационной работы были достигнуты следующие результаты: Были рассмотрены два варианта сварки для трубопровода суфлирования – ручная дуговая сварка в инертных газах с присадочным материалом и орбитальная сварка. В результате произведенных расчетов был выбран способ орбитальной сварки, который позволяет получить качественные сварные соединения с необходимыми свойствами и дает экономический эффект. Предложено использование орбитальной сварки для сварки трубопровода суфлирования в котором автоматизированы режимы сварки и сам процесс сварки, что увеличивает скорость технологического процесса и улучшает качество сварного шва. Для разработки процесса орбитальной сварки выполнено следующее: разработан технологический процесс сварки согласно расчетам и операциям; выбран комплекс типового оборудования, которое обеспечивает высокую производительность процесса сварки.

Еще похожие презентации в нашем архиве: