Скачать презентацию
Идет загрузка презентации. Пожалуйста, подождите

1
Тема Технология и оборудование газопламенной сварки Подготовил: Смитиенко Дмитрий гр 348

2
Рукава Газораспределительные рампы, рукава, трубопроводы | Сварка и сварщик Рукава служат для подвода газа к горелке или резаку. Рукава, применяемые при газовой сварке и резке, должны обладать достаточной прочностью, выдерживать определенное давление, быть гибкими и не стеснять движений сварщика. Согласно ГОСТ , рукава изготовляют из вулканизированной резины с тканевыми прокладками. Кислородные рукава имеют внутренний и наружный слой из вулканизированной резины и несколько слоев из льняной или хлопчатобумажной ткани. В зависимости от назначения резиновые рукава для газовой сварки и резки металлов подразделяют на следующие классы: I - для подачи ацетилена, городского газа, пропана и бутана под давлением до 0,63 МПа; II - для подачи жидкого топлива (бензина, уайт-спирита, керосина или их смеси) под давлением до 0,63 МПа; III -для подачи кислорода под давлением до 2 МПа. Внутренний диаметр рукавов равен 6,3; 8,0; 9,0; 10,0; 12,0; 12,5; 16,0 мм. Рукава поставляют длиной 10 и 14 м. В зависимости от назначения наружный слой рукава окрашивают в следующие цвета: красный - рукава I класса, желтый - рукава II класса, синий - рукава III класса. Рукава предназначаются для работы при температуре от +50 до -35°С(238 К), для более низкой температуры изготовляют рукава из морозостойкой резины, выдерживающей температуру до -65°С (208 К). Все рукава должны иметь не менее чем трехкратный запас прочности при разрыве гидравлическим давлением. Рукава II класса должны быть бензостойкими. Для нормальной работы горелкой или резаком длина рукавов не должна превышать 20 м, при использовании более длинных рукавов значительно снижается давление газа. Для удлинения кислородных рукавов служат латунные, а ацетиленовых - стальные ниппели, снаружи закрепляющиеся специальными хомутами. Запрещается применение ниппелей для соединения рукавов, по которым проходит бензин или керосин, так как горючее может просочиться в соединение. Рукава необходимо надежно крепить на горелках, резаках, редукторах, бачках жидкого горючего. Хранят рукава в помещении при температуре от 0 до +25°С. ну делай механизм и 1 слайд сделай этого то что я скинул от рукава до 25 цельс

3
ГАЗОСВАРОЧНОЕ ОБОРУДОВАНИЕ Редукторы – это устройства, которые служат для понижения давления газа, отбираемого из баллона

4
БАЛЛОНЫ ДЛЯ СЖАТЫХ ГАЗОВ Баллоны для хранения и транспортировки сжатых, сжиженных и растворенных газов регламентируются требованиями ГОСТ Вместимость баллонов может быть различной и колеблется от 0,4 до 55 дм³. Их изготавливают из бесшовных углеродистых или легированных труб под условное давление до 20 МПа (200 кг с/м²). Для передвижных сварочных установок наибольшее распространение получили баллоны емкостью 40 дм³. На сферической части баллона ставится клеймо, на котором паспортные данные: товарный знак изготовителя, номер баллона, дата изготовления и год следующего испытания, масса порожнего баллона и его емкость. Периодические испытания баллонов производятся не реже, чем каждые пять лет. В зависимости от газа, для которого предназначен баллон, его окраска и надписи отличаются. Кроме того, на баллоне должна стоять надпись, указывающая, под какой газ он предназначен

5
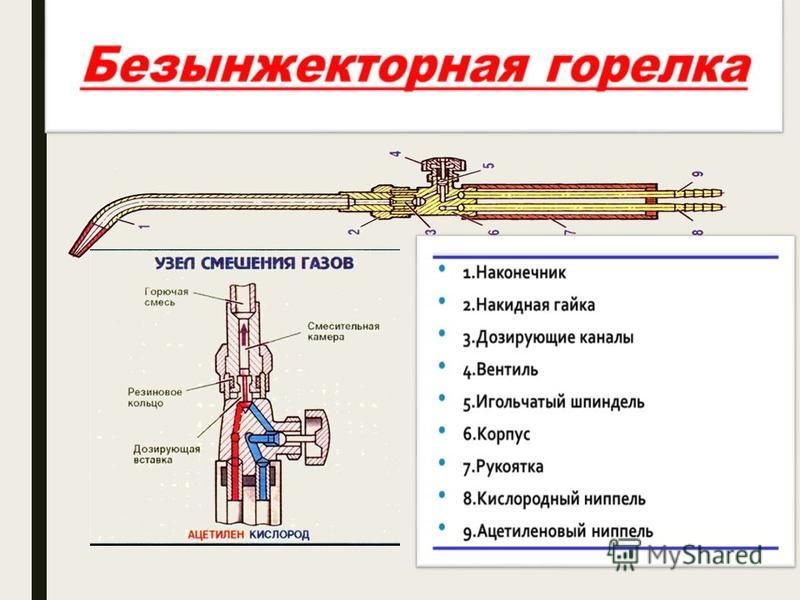
Горелки сварочные малой мощности Горелка- Горелка- это устройство, которое служит для смешивания горючего газа с кислородом и получения сварочного пламени. Горелки бывают инжекторные и без инжекторные

8
Схема технология газовой сварки

9
Технология газовой сварки предполагает, что в одной руке сварщик будет держать горелку, а в другой – присадочную проволоку. Пламя горелки должно быть направлено на металл так, чтобы его кромки располагались в зоне пламени (восстановительной) в 2-6 миллиметрах от конца ядра.
 в 2-6 ми")
10
Конкретные режимы газовой сварки определяются в зависимости от: - скорости сварки; - мощности пламени; - диаметра проволоки; - угла наклона мундштука и проволоки.

11
Левый способ сварки Это самый распространенный способ сварки, когда речь идет о необходимости соединения металла, толщиной в 4-5 миллиметров. Особенность данного способа заключается в том, что горелку при нем перемещают по направлению в левую сторону. При этом, присадку перемешают впереди горелки. Пламя, которое направляется от шва, очень хорошо прогревает пока еще не сваренный участок, а также проволоку-присадку.

12
Правый способ сварки Пламя направляют на уже сваренный шов, присадочную проволоку перемещают вслед за горелкой. Этот способ обеспечивает лучшую защиту сварочной ванны от кислорода и азота воздуха. Обеспечивается медленное охлаждение металла в процессе кристаллизации. В результате повышается качество шва.

13
Режимы газовой сварки с применением в качестве горючего газа ацетилена. Тип горелки Модель горелки Номер наконечника Толщина свариваемой стали, мм Давление на входе в горелку, МПа (кгс/см 2) Расход, л/час ацетилен кислород ацетилен Г2Г ,2 до 0,5 0,01- 0,10 (0,1-1,0) 0,15- 0,30 (1,5-3,0) ,5 до 1, ,0 до 2,0 0,2-0,3(2,0-3,0) ,0 до 4,
 Расход, л/час ацетилен кислород ацетилен Г2Г2-020 0,2 до 0,")
Еще похожие презентации в нашем архиве:




, путём воздействия карбида кальция с водой.")
















